Как согнуть профильную трубу в домашних условиях с трубогибом и без для теплицы и козырька
Содержание:
- Гибка в холодном состоянии
- Трубогибочные станки работающие способом наматывания
- Выполнение расчетов на изгиб
- Способы сгибания медной трубы
- Простейшие приспособления для холодной гибки
- Гибка на жёстком инструменте
- Приспособления для гибки труб
- Простейшие приспособления для холодной гибки
- Особенности трубогиба
Гибка в холодном состоянии
Гнутый металлопрофиль при применении холодной технологии получается при его высоте до 40 мм. Согнуть такой прокат можно как ручным, так и механизированным способом. При размере металлопрофиля до 10 мм нет необходимости в его наполнении песком. Выгнуть профтрубу без использования предварительного нагрева можно с помощью дополнительных приспособлений. Для тонкостенных изделий небольшого размера применяется гибкая пружина, помещаемая внутрь. Она позволяет изогнуть металлопрокат без его механического повреждения.
Перед тем как согнуть трубный профиль, края пружины фиксируются проволокой на концах трубы. Это закрепит ее внутри изделия и не даст выскочить при механическом воздействии. При этом самом простом методе необходимо соблюдать главное условие: пружина должна иметь размер лишь немного меньший внутренней части трубы. Загнуть профтрубу таким способом получится без повреждений металла. Правильно подобранный размер пружины позволит ее извлечь по окончании процесса быстро и легко.
Наличие трубогиба позволит проводить работы с продукцией минимального размера профиля 10 мм и максимального до 40 мм. Перед тем, как согнуть профиль для теплицы своими руками, определяется метод работы с металлом. Небольшой простейший эксперимент покажет, необходимо ли будет предварительно нагревать металл или же нет. Для этого трубный конец зажимается тисками, а на другой надевается профиль с большим внутренним размером. Если получается вручную заставить согнуться стальной прокат, можно выполнять работу без использования предварительного нагрева. Помимо ручного или же электрического профилегиба, используются многочисленные оправки и гибочные столы. Они подходят для получения дуги алюминиевых или же стальных металлопрофилей с максимальной высотой до 10 мм.
Трубогибочные станки работающие способом наматывания
Трубогибы и трубогибочные станки, работающие способом наматывания наиболее часто используются для гибки труб в авиационной и космической промышленности, автомобилестроении, тракторостроении, во всех сферах машиностроения, а так же при производстве мебели. Такие трубогибы позволяют получить качественные гибы трубы на маленьких радиусах гиба (от 1,5 диаметров трубы) обеспечивая высокую и абсолютную повторяемость геометрии пространственной гибке деталей .
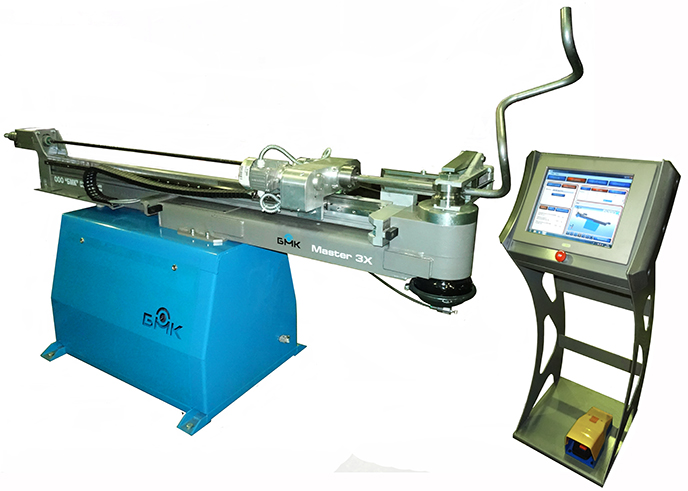 Автоматический трубогиб СЕ-51 серии MASTER.3X
Автоматический трубогиб СЕ-51 серии MASTER.3X
Трубогибочные станки, работающие способом наматывания, из-за высокой производительности, чаще применяется при массовом, крупносерийном и серийном производствах, однако и при штучном и при экспериментальном производствах этот метод гибки труб позволяет получить превосходные результаты.

Полуавтоматический трубогиб СЕ-51 серии MASTER
Принцип действия трубогиба работающего способом наматывания состоит в том, что труба одетая на дорн трубогибочного станка зажимом прижимается к ручью гибочного ролика, который вместе с зажимом поворачиваясь вокруг оси тянет за собой трубу, наматывая её на гибочный ролик, по радиусу ручья гибочного ролика, до требуемого угла гиба. При этом точкой опоры для изгиба труб служит вставка скользящего башмака, а дорн, находящийся внутри трубы, не позволяет трубе изменять первоначальное сечение (форму) трубы.
Автоматический трубогиб СЕ-51 MASTER.3X — гибка трубы на выставке
Следует отметить, что выдвижением дорна на трубогибе регулируется показатель овальности трубы в месте ее изгиба. В практике ООО “БМК” были случаи когда, при дорновой гибки труб способом наматывания , достигалось значение овальности (изменения сечения ) трубы не более 0,2- 0,3%. Трубогибы, производства ООО «БМК», практически всегда при дорновой гибке труб на радиус гиба от 2D, обеспечивают овальность трубы в месте ее гиба не более 4%,что является достаточным для любых изделий, будь то ракеты, самолеты, автомобили или любые другие технически сложные механизмы.
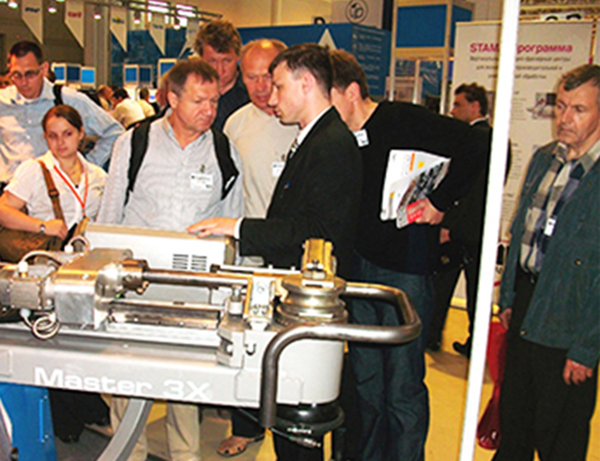
Автоматический трубогиб СЕ-51 серии MASTER.3X в работе на выставке
Трубогиб работающий способом наматывания может работать, как с дорном так и без дорна.
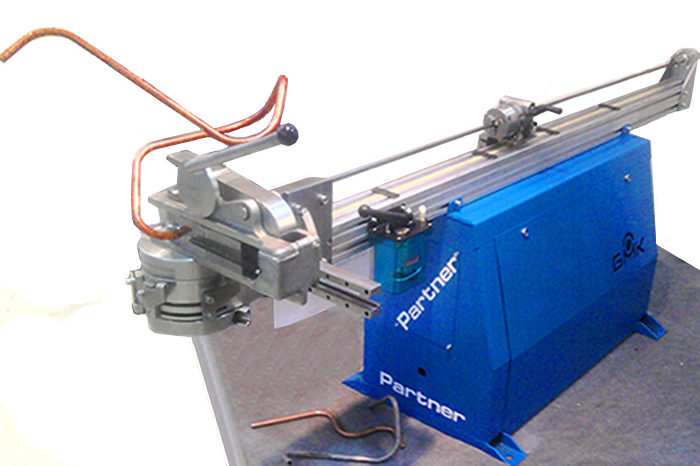
Ручной трубогиб СМ-30/3 PARTNER
Дорновые трубогибы и трубогибочные станки позволяет гнуть тонкостенные трубы на радиус гиба от 2 диаметров трубы, а толстостенные – от 1,5 диаметра труб, без образования гофр, с качеством гиба отвечающим требованиям космической и авиационной отрасли, атомной тепловой энергетики и общего машиностроения.
Бездорновые трубогибы и трубогибочные станки обеспечивает гиб только толстостенных труб на радиус более 3÷4-х диаметров трубы, а при бездорновой гибке тонкостенных труб, на указанные радиусы гиба, в процессе гибки на трубе всегда образуются заломы либо гофра.
Дорновые трубогибы, дорновые трубогибочные станки и дорновые трубогибочные машины работающие способом наматывания позволяют гнуть тонкостенные трубы в разных плоскостях с прямым участком между гибами от 1,5 диаметров трубы, а при наличии специальной оснастки прямой участок может быть сокращен до 0,1 диаметра трубы.
Оснастка для дорнового трубогиба состоит из:
- Гибочного ролика, с ручьем под конкретный типоразмер трубы, с жестко фиксированным диаметром ролика;
- Зажим трубы, с ручьем под конкретный типоразмер трубы;
- Вставка либо ролики скользящего башмака под конкретный типоразмер трубы;
- Дорн (может быть жестким или гибким) под конкретный типоразмер и материал трубы;
- Складкоразглаживатель (только для тонкостенных труб при маленьких радиусах гиба), под конкретный типоразмер трубы совмещенный с конкретным диаметром гибочного ролика.
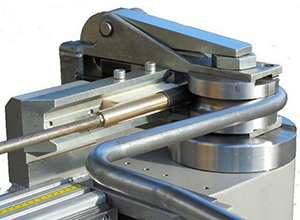
Оснастка автоматического трубогиба СЕ-51 серии MASTER.3X
Оснастка для бездорнового трубогиба работающего способом наматывания аналогична оснастке дорнового трубогибочного станка за исключением того, что в комплекте оснастки для бездорнового трубогиба отсутствуют дорн и складкоразглаживатель.
В настоящее время в мире производится большое количество моделей трубогибочных станков, трубогибочных машин и различных трубогибов работающих способом наматывания, но сравнительный анализ возможностей, надежности работы (безотказности, долговечности, ремонтопригодности), простоты изготовления оснастки, удобства, простоты эксплуатации и обслуживания, производительности, стоимости и сроков изготовления несомненно выводит в лидеры производителя трубогибов — Балтийскую Машиностроительную Компанию, изготавливающую весь спектр дорновых и бездорновых трубогибочных автоматов, трубогибочных полуавтоматов и ручных трубогибов для трех координатной, пространственной гибки труб.
Выполнение расчетов на изгиб
Выполнение расчета круглой трубы на изгиб требуется для того, чтобы определить максимально допустимый уровень напряжения на каждый конкретный участок трубы.
Каждый материал имеет свою величину нормального напряжения, которые не оказывают какого-либо воздействия на само изделие. Для получения правильных расчетов, их нужно проводить по специальной формуле
Особое внимание следует уделять тому, чтобы показатели оставались в пределах максимально разрешенных значений. Согласно закону Гука, образующаяся сила упругости прямо пропорциональна деформации

Рассчитывая величину изгиба, нужно дополнительно использовать следующую формулу напряжения: M/W, где M – величина изгиба по оси, испытывающая на себе усилие, а W – величина сопротивления этой оси в месте изгиба.
Способы сгибания медной трубы
Для ручного сгибания трубы, выполненной из любого металла, всегда используется высокая температура. Металлическую поверхность нагревают с помощью газовой горелки или паяльной лампы в месте сгиба
После достижения требуемой температуры трубе можно осторожно придать нужную форму, осторожно согнув под необходимым углом
Рекомендуем ознакомиться: Как соорудить стеллаж из металлической профильной трубы
С помощью пружины
Простая металлическая пружина – самый простой способ согнуть трубу в домашних условиях. Для этого требуется прочная пружина из стали, чей внутренний диаметр совпадает с сечением трубы.
Сгибание трубы происходит следующим способом:
- пружина надевается поверх;
- труба прогревается полностью или частично с помощью горелки;
- после нагрева металл можно сгибать физическим усилием;
- когда она примет нужную форму, необходимо дать ей остыть.
С помощью песка
Еще один способ согнуть медный трубопрокат – с помощью песка. В этом случае также придется нагревать трубу в области сгиба. Песок, как и пружина, служит для сохранения формы изделия во время деформации.
Он предотвращает неравномерное перераспределение структуры металла и не дает трубке сломаться в случае превышения физического усилия. С помощью песка трубу сгибают так:
один конец закрывается заглушкой или пробкой;
в полость изделия насыпается чистый и сухой песок;
другой конец закрывается пробкой;
в точке сгиба металл нагревается газовой горелкой;
внешний конец прижимается к опоре (столу, стене);
другой конец осторожно загибается под нужным углом.
Придавая трубе необходимую форму, нужно дать ей остыть, после чего можно удалить заглушки и высыпать песок. Во время заполнения трубы сыпучим материалом нужно периодически встряхивать и постукивать ей по столу, чтобы песок равномерно распределился в полости трубы.
Рекомендуем ознакомиться: Как навсегда избавиться от появления конденсата в вентиляционной трубе?
С помощью трубогиба
Для профессиональной гибки трубы под любым углом используется специальный трубогиб. Это ручное, гидравлическое/пневматическое или электрическое устройство, оснащенное специальными вальцами, сменными насадками и зажимами, позволяющими работать с трубами любого диаметра.
Ручные трубогибы – самый простой и доступный способ профессиональной гибки, который можно использовать в домашних условиях. Преимущества ручного устройства – мобильность и небольшой вес, такой трубогиб не занимает много места в гараже или в кладовой. Недостаток у него один – необходимость прикладывать значительное физическое усилие, из-за чего с его помощью можно гнуть относительно тонкие трубы.
Гидравлические и пневматические трубогибы не требуют применения силы со стороны исполнителя, позволяя гнуть трубы любого диаметра. Недостаток у механических устройств – более высокая цена и большие габариты. Не каждый может позволить себе покупку профессионального оборудования, особенно когда работа срочная.
Электрический трубогиб, который отличается максимальной производительностью, обычно применяется в промышленных условиях. Принцип его работы тот же, что и у ручного инструмента, но с помощью электрического трубогиба можно более точно настраивать угол сгиба.
Для разовых работ покупать сложное и дорогостоящее электрооборудование нецелесообразно. Если есть необходимость сгибать толстые медные трубы, можно поискать предложения по аренде в интернете.
Как согнуть трубу в спираль
Описанные выше способы гибки труб подходят для относительно простых задач: согнуть трубу под углом от 30 до 90 градусов. Иногда требуется выполнить более сложную работу, например, придать трубе форму спирали для дизайнерского проекта системы отопления и других нестандартных задач. Сделать это вручную несложно, но это более трудоемкий и длительный процесс, требующий аккуратности.
Проще всего согнуть в спираль с помощью заготовки цилиндрической формы. Для гибки также требуется заполнить полость трубопроката песком и закрыть с обоих концов заглушками. Один конец медной трубки фиксируется между прочной вертикальной опорой и цилиндрической заготовкой, а область гибки прогревается горелкой.
Рекомендуем ознакомиться: Как устроен водопроводный вентиль и особенности его ремонта
После достижения требуемой температуры внешний конец трубы заводится в одну или другую сторону с помощью мускульной силы. Шаг между секциями спирали необходимо контролировать, легонько постукивая по трубе резиновым молотком.
Простейшие приспособления для холодной гибки
Рассмотрим, как самостоятельно изготовить два очень простых приспособления, которые помогут изогнуть профильную трубу.
Оправка для профиля
Основанием для приспособления станет верстак
Важно, чтобы не только рабочая зона, но и пространство вокруг нее были свободны. Для закрепления оправки придется выполнить в одном крае столешницы верстака несколько близко расположенных отверстий
Собственно оправка или шаблон выполняется из фанеры. Однако, этот вариант приемлем только в том случае, если предполагается выполнение нескольких деталей.
Простейшая оправка для трубы изготавливается из толстой фанеры или из доски. Такого шаблона хватит на несколько изгибаний
Если же нужно будет согнуть большое количество труб по этому шаблону, оправку лучше всего изготовить из стального уголка. В некоторых случаях профильное изделие необходимо согнуть под разными углами.
Для такой работы понадобится сразу несколько шаблонов, которые следует подготовить заранее. Перед началом работы оправка прочно прикрепляется к основанию с помощью струбцин.
К ее краю надежно фиксируется подлежащая сгибанию труба. После чего производится гибка. Выполняется операция плавно, без резких рывков. Усилие, прикладываемое к трубе, должно нарастать постепенно. В процессе изгибания деталь принимает форму оправки. Для этого потребуется значительное усилие.
Усовершенствованная гибочная плита
Это удобное многофункциональное приспособление, которое позволяет провести качественную гибку профиля. Устройство представляет собой прочную металлическую пластину-основание, закрепленную на пьедестале. Последний с помощью крепежных болтов фиксируется на полу мастерской.
Как вариант можно рассмотреть аналогичное приспособление, крепящееся на верстак. После работы гибочную плиту легко демонтировать и убрать или же можно использовать ее как подставку для проведения других слесарных операций.
Для изготовления такого приспособления понадобится толстая пластина из металла. Ее приваривают на телескопическую подставку. Для упоров под гибку на основании-пластине выполняются два отверстия.
В них ставятся болты-упоры. На них надеваются и фиксируются насадки различных радиусов, что позволяет изгибать трубы так, как нужно. Из листовой толстой стали вырезается прижимная пластина.
Гибочную плиту желательно оснащать прижимной пластиной из прочного металла. Она позволит сохранить соосность профильной детали в процессе гибки
Ее использование обязательно, чтобы соосность сгибаемой детали не была нарушена, так как сгибая профильную трубу без трубогиба можно случайно деформировать ее в двух различных направлениях. Пластина закрепляется над насадками на болтах-упорах.
Собственно процесс гибки заключается в следующем. Отрезок трубы фиксируется в приспособлении, после чего с усилием тянут за противоположный край. Деталь должна начать изгибаться. Если этого не происходит по причине недостаточного усилия, можно попробовать увеличить плечо, надставив деталь трубой большего диаметра.
Гибка на жёстком инструменте
Например, медную или алюминиевую трубу диаметром не более 20 — 30 мм можно согнуть на простой оправке, которую можно изготовить из двух толстолистовых полос. Их внешняя конфигурация должна соответствовать требуемому значению радиуса гибки, а расстояние равняться примерно половине внешнего размера изделия. Такую конструкцию легко изготовить своими руками, а затем прикрепить при помощи профильных уголков к верстаку, либо просто зажать в тисках. По периметру сверлится несколько отверстий, в которые вставляются хомуты, фиксирующие противоположный конец. После этого деформация (в буквальном смысле слова) своими руками выполняется достаточно легко.
Ограничением данного метода является то, что габариты инструмента определяются длиной заготовки, поэтому гибка длинных труб потребует значительного свободного пространства. Универсальность способу придаст регулируемое расстояние между смежными полосами, на которые будет опираться обрабатываемая деталь.
Термический способ заключается в том, что подлежащий обработке участок разогревается паяльной лампой до температуры 350 — 400 °С. В результате увеличивается пластичность, что позволяет снизить верхнюю допустимую границу усилий гибки. Прилагаемая деформирующая сила заметно снизится, что даст возможность согнуть своими руками даже толстостенную или профильную трубу. Вместе с тем для стальной трубы качество поверхности ухудшится. Поэтому после обработки придётся применить последующее шлифование или пескоструйную обработку. Алюминиевую или медную трубу большого диаметра часто изгибают именно таким способом.
Приспособления для гибки труб
Вопрос о том, как согнуть трубу без трубогиба, не вызовет затруднений, если использовать для выполнения этой операции простейшие приспособления. Выполнять холодную гибку труб можно с помощью следующих устройств.
- В тех случаях, когда согнуть необходимо мягкую (алюминиевую) или стальную трубу с высотой профиля не больше 10 мм, используется горизонтальная плита с отверстиями, в которые вставляются упоры – металлические штыри. При помощи этих штырей и выполняется гибка изделий по требуемым параметрам. У данного метода есть два серьезных недостатка: невысокая точность гибки, а также то, что при его использовании необходимо прикладывать значительные физические усилия.
- Изделия с высотой профиля 25 мм лучше гнуть при помощи роликовых приспособлений. Труба надежно фиксируется в тисках, а к той ее части, которую надо согнуть, усилие прикладывается при помощи специального ролика. Данное приспособление позволяет получить более качественный изгиб, но также требует приложения физических усилий.
Вариант, что называется, на скорую руку. Длинный рычаг этого крайне незамысловатого приспособления позволяет справиться с довольно толстыми трубами
Сделать разовый изгиб трубы помогут элементарные приспособления
Для формирования на стальных или алюминиевых профтрубах изгиба с большим радиусом кривизны используют неподвижные округлые шаблоны, на которых монтируют специальные хомуты для фиксации изделия. На таком приспособлении трубу гнут также вручную, с усилием укладывая ее в паз шаблона, форма которого точно соответствует требуемому радиусу изгиба.
Фанера и металлические скобы – это всё, что нужно для изготовления гибочного шаблона
Гибочная плита
Чтобы эффективно гнуть стальные или алюминиевые трубы в домашних условиях, можно изготовить модернизированную гибочную плиту, воспользовавшись следующими рекомендациями.
- Роль такой плиты играет панель, которую вырезают из листового металла большой толщины.
- Панель, выполненную таким образом, приваривают к стойке, которая устанавливается на специальный пьедестал.
- В панели просверливается два отверстия, необходимые для установки болтов, служащих упорами для профильной трубы.
- На один из болтов-упоров устанавливается специальная насадка, при помощи которой и регулируется радиус изгиба.
- Чтобы обеспечить соосность отрезков трубы, прилегающих к сгибу, над заготовкой размещают металлическую пластину, фиксируемую болтами.
Схема стенда для гибки профильных труб
Принцип изготовления несложного самодельного гибочного устройства
Гибка по оправке
Для гибки в домашних условиях профильных трубных изделий, высота стенки которых не превышает 25 мм, можно изготовить специальную оправку. В этих целях лучше использовать габаритный верстак, на поверхности которого будет достаточно места для такого приспособления. Для выбора оптимального места расположения элемента, фиксирующего сгибаемую трубу, на одном конце верстака выполняются часто расположенные отверстия. За обеспечение требуемого радиуса изгиба профтрубы отвечает специальный шаблон, который можно изготовить из толстой фанеры или металлического уголка, если вы собираетесь часто его использовать.
Сгибание профильной трубы при помощи оправки
Применение профилегиба
Конечно, если вам предстоит значительный объем работ по гибке профильных труб, лучше изготовить для этого специальный станок, чертежи которого несложно найти в интернете. Не будем здесь разбирать данный вопрос, так как более чем детально рассмотрен в статьях по ссылкам ниже.
Один из многочисленных вариантов самодельного профилегиба
Не обойтись без такого станка и в том случае, если вам надо согнуть трубы с большим сечением профиля. Основными рабочими органами такого станка, отличающегося широкой универсальностью, являются три валка, два из которых фиксируются неподвижно, а за счет изменения положения третьего регулируют радиус изгиба изделия. В качестве привода такого устройства используется цепная передача и рукоятка, которую вращает оператор.
Простейшие приспособления для холодной гибки

Для сооружения теплицы или арки под виноград на загородном участке много профиля не понадобится. Поэтому на самом деле нет смысла покупать дорогостоящие станки.
Своими руками изготавливают простейшие приспособления, позволяющие красиво обработать трубу. В их число входят оправка для профиля и усовершенствованная гибочная плита.
Оправка для профиля
Согнуть профиль, высота которого не превышает 25 мм, можно на массивном верстаке с оправкой.
Важный фактор для удобства работы – наличие свободного места вокруг верстака. Оправку изготовляют из толстой фанеры, но в случае больших объемов работы лучше использовать уголок из металла.
В оправке и в верстаке сверлят совпадающие отверстия для прочного скрепления приспособлений друг с другом болтами или чем-нибудь другим. Обрабатываемую трубу тоже следует прочно закрепить у основания оправки.
Главный минус этого способа – применение физических усилий.
Усовершенствованная гибочная плита
На таком приспособлении удобно делать изгиб небольших размеров. Для изготовления устройства потребуется толстая металлическая плита.
Ее располагают на прочном основании. Поскольку монтаж и демонтаж плиты требует значительных усилий, то после гибки можно предусмотреть выполнение на ней других слесарных работ.
У основания плиты сверлят отверстия для болтов-упоров. Один из них держит трубу, на другой надевают насадки различных радиусов, по которым профилю придают требуемую форму.
Сгибаемый профиль укладывают между прижимной пластиной и плитой и тянут за другой край. Если не хватает усилия, то добавляют плечо. Гнуть без прижимной пластины нельзя — нарушится соосность, и концы трубы разведутся в разные стороны.
Чтобы придать профилю округлые формы наличие станков и мастерских не обязательно. В домашних условиях можно обойтись и без них.
Особенности трубогиба
Трубогиб – это станок, который позволяет гнуть алюминиевую трубку достаточно быстро и в разнообразных направлениях. Его можно приобрести в магазине или же изготовить своими руками. Но для начала нужно разобраться в принципе его действия и выяснить, какие виды трубогибов существуют сегодня.
Разнообразие профилей, которые способен изгибать трубогиб, ограничивается видом валика, который входит в его конструкцию. Кроме того, данный станок позволяет загибать изделие на определенный, заранее подготовленный угол.
Виды трубогиба:
- Гидравлический (с широким спектром действия). Способен изгибать элементы из любого материала под любым необходимым углом.
- Ручной (более распространенный тип). Подходит для сгибания изделий из пластика и цветных металлов.
- С наличием электрического привода (увеличивает качество определенного радиуса сгиба для труб с разнообразным сечением).
При работе с трубогибом следует соблюдать правила техники безопасности
Значительный минус трубогиба – его высокая стоимость. Особенно это касается модели с электроприводом.








