Как анодировать металл в домашних условиях?
Содержание:
- Для чего анодируют алюминий и как его применяют
- Холодная технология
- Процесс анодирования
- Характеристики анодирования
- Способы выполнения процедуры
- Как почернить алюминий в домашних условиях — Металлы, оборудование, инструкции
- Как воронить хлористым железом? С чего начать?
- Анодирование до изменения цвета
- Прочность, эластичность и твердость анодных пленок
- Преимущества применения алюминиевого анодированного профиля
- Процесс анодирования
- Теплое анодирование
- Теории образования пленок оксида алюминия при анодировании.
- Методы
- Зачем анодировать алюминиевые поверхности
Для чего анодируют алюминий и как его применяют
Главная цель анодирования деталей, изготовленных из алюминия — повышение срока эксплуатации в условиях воздействия различных агрессивных сред.
Учитывая, что чистый алюминий обладает высоким сродством к кислороду, его коррозионная стойкость выше, чем у многих других лёгких металлов конструкционного назначения. Естественное окисление алюминия происходит при первом контакте с воздухом. Процесс же анодной обработки ещё больше увеличивает стремление обеих химических элементов создавать окислы, вступая в реакцию между собой.
Незаменимы алюминиевые конструкции при создании:
- рекламных конструкций для культурно-спортивных мероприятий, выставок и шоу.
- информационных стендов для массовых акций, митингов, собраний.
Прекрасная светоотражающая способность анодированного алюминия сделала его незаменимым материалом при изготовлении дорожных знаков. Благодаря интерференции информация, нанесённая на знак при анодировании прекрасно видна автомобилистам в ночное время суток.
Рамы любительских велосипедов также изготавливаются из анодированных сплавов алюминия. На специальную одежду, которой пользуются велосипедисты в тёмное время суток, наносится тончайшая плёнка оксида алюминия. Благодаря этому силуэт легко разглядеть в темноте на почтительном расстоянии. С той же целью анодированный металл применяется при изготовлении отражающего слоя в прожекторных установках.
Отличные свойства анодированного алюминия позволяют использовать его для изготовления самого широкого круга номенклатуры деталей и узлов, применяемых в самых разных областях. Можно смело сказать: если принято решение изготовить что-то из обработанного таким способом металла, прочность и лёгкость конструкции не будет вызывать никаких сомнений!
Рейтинг: /5 —
голосов
Холодная технология
Для проведения анодирования алюминия необходимы:
- источник питания 12 В (АКБ, стабилизатор);
- алюминиевые провода;
- реостат;
- амперметр;
- емкости для растворов.
Вначале проводятся подготовительные работы, описанные выше. Затем детали необходимо закрепить. Не следует забывать, что под крепежным элементом пленка не образуется. А подвешенные заготовки при опускании в емкость не должны касаться стенок и дна.
К деталям от источника питания подключается анод, соответственно к емкости катод. Плотность тока подбирается в пределах 1,6-4 А/дм2. Рекомендуемые значения 2-2,2 А/дм2. При малых значениях процесс будет протекать медленнее, а при больших может возникнуть пробой цепи и покрытие начнет разрушаться.
Не рекомендуется, чтобы температура электролита поднималась выше 5°С. При анодировании электролит нагревается не равномерно. В центре он теплее, чем в углах емкости, поэтому необходимо постоянное перемешивание.
Продолжительность анодирования при холодном способе составляет около получаса для небольших элементов. Для крупных деталей продолжительность может составлять 60-90 минут. На окончание процесса указывает измененный цвет на поверхности алюминиевого изделия. После отсоединения проводов деталь промывается.
Процесс анодирования
К моменту начала процесса должна быть подготовлена емкость, катод с блоком питания, целевая деталь, подвесная конструкция и электролитическая смесь. Для регулировки силы тока необходимо подключить к электротехнической цепи переменный резистор. В емкости должны находиться два объекта – подготовленный катод из свинца и заготовка. При подаче тока начнется процесс выделения кислорода и деталь будет получать прирост защитного слоя. Об эффективности реакции можно судить по интенсивности выделения микропузырьков кислорода, которые будут медленно отходить от поверхности заготовки. Что касается времени обработки, то стандартная технология анодирования алюминия для небольших элементов предусматривает 20-30 мин. Крупные заготовки обрабатываются в течение 30-60 мин. Когда деталь обретет темно-матовый цвет, ее можно погрузить в раствор с анилиновым красителем с нужным оттенком. На окрашивание отводится еще в среднем 15-20 мин.
Характеристики анодирования
Анодирование представляет собой процедуру образования на поверхности различных металлов оксидной пленки путем анодного окисления. Наращивание оксидной пленки осуществляется в проводящей среде. На поверхности металла такая пленка держится достаточно хорошо.
Наращивание оксидной пленки может осуществлять и благодаря методу повышения температурного режима. Однако при этом она получается низкой по прочности и не держится длительное время. Благодаря электрохимическому способу образования оксидной пленки она получается оптимальной толщины и отлично держится на поверхности материала.
Анодированию можно подвергать разные виды металлов. Основным требованием является то, что они должны иметь возможность образовывать только один оксид. Он должен обладать максимальным уровнем устойчивости. Если металл обладает способностью образовывать сразу несколько оксидов, это может привести к тому, что пленка просто начнет трескаться и не появится защитного эффекта. Именно по этой причине только на редких промышленных объектах встречаются случаи анодирования железа или меди.
Кроме того оксидная пленка на поверхности металлов должна обладать пористой структурой. Это необходимо для того, чтобы электролиты лучше в нее проникали. В результате получается, что лишь небольшая часть всех имеющихся на земле металлов способны удовлетворять данным параметрам. К ним относятся алюминий, тантал, титан. В промышленной и бытовой сфере чаще всего встречается обработка при помощи анодирования алюминиевого материала.
Способы выполнения процедуры
Анодирование меди и других металлов может выполняться несколькими способами. Каждый из них имеет свои преимущества и недостатки, особенности проведения.
Теплый метод

Стадии анодирования
Самый простой метод выполнения анодирования, который можно применить даже в домашних условиях. Процесс обработки происходит при комнатной температуре. При применении органической краски, йода или зеленки можно существенно улучшить эстетические качества обрабатываемых деталей.
Твердое анодирование металла по такой технологии провести не удастся. Если это сделать, на поверхности материала образуется тонкая оксидная пленка, которая не обеспечивает надежной защиты от коррозии и легко повреждается. Но если после выполнения подобной обработки провести окрашивание изделий, сцепление красящих составов с поверхностью будет отличным. Именно таким способом можно обеспечить качественную защиту от коррозии и продлить срок службы деталей.
Холодный метод
Для выполнения анодного окисления холодным методом необходимо обеспечить стабильность температуры. Она должна находиться в пределах -10–+10°С. Оптимальной температурой считается 0°С, что соответствует параметрам, при которых происходит идеальная электрохимическая реакция.
Методы цветного анодирования алюминия
При достижении указанных показателей анодная и катодная обработка металла будет происходить более качественно, образуя на поверхности прочную пленку. Она лучшим образом защищает от коррозии.
С помощью холодного метода можно выполнить гальваническое напыление меди, золота и прочих металлов. Для этого необходимо правильно рассчитать силу тока, используя специальные уравнения. Полученные детали практически невозможно повредить. Они отличаются долгим сроком службы в особенно агрессивной среде (при контакте с морской водой).
Незначительным минусом данной технологии считается невозможность нанесения на полученную поверхность краски. Для изменения цвета применяют метод напыления металла или используют электрический ток определенной величины.
Как почернить алюминий в домашних условиях — Металлы, оборудование, инструкции
Сущностью процесса анодирования является наращивание оксидного покрытия, которое на алюминии и его сплавах выполняет защитную функцию от воздействий среды. Другое название – анодное оксидирование. Кроме того, оксидирование применяют для повышения эстетичности внешнего вида изделий.
Устраняются поверхностные дефекты– небольшие царапины, мелкие сколы. Можно имитировать покрытие драгоценными металлами или повысить адгезивные свойства. Покрытие можно наносить не только на производстве, но и дома.
Анодирование алюминия в домашних условиях пользуется большой популярностью у домашних умельцев. В изделиях, подвергнутых анодному оксидированию, повышается стойкость защитного покрытия.
Анодирование алюминия
Общие сведения о технологии анодирования
Технология анодирования алюминия схожа с гальванической обработкой. Оседание ионов оксидов раствора на заготовке происходит в жидком электролите при высоких или низких температурах. Использование нагретого раствора возможно в промышленных установках, где есть возможность тщательного контроля и регулирования напряжения и силы тока в автоматическом режиме.
В домашних условиях обычно пользуются холодным методом. Данный способ достаточно прост, не требует постоянного контроля, а оборудование и расходные материалы — доступны. Для приготовления раствора можно использовать электролит, применяемый в свинцовых автомобильных аккумуляторах. Он продается в каждом автомагазине.
Высокая прочность защитной оксидной пленки зависит от ее толщины, которая в домашних условиях получается при обработке в холодном растворе. Наращивание производится ступенчатым регулированием рабочего тока.
Результат анодирования алюминияЧерное анодирование алюминия
Оксидирование алюминия в черный цвет относится к цветному анодированию. Черный цвет получают в два этапа.
Черный алюминий широко используется в строительстве и отделке.
Подготовка электролита
Растворы кислот считаются небезопасными реактивами, поэтому для проведения анодирования алюминия в домашних условиях прибегают к другому типу раствора. Для его приготовления используют соль и соду, которые всегда есть под рукой.
Для приготовления электролита берут две пластмассовые емкости. В них наводят солевой и содовый составы, соблюдая пропорцию: на порцию соли или соды 9 порций дистиллированной воды.
Анодирование в домашних условиях
После растворения компонентов раствор выдерживается с целью оседания не растворившихся частиц на дно. При переливании в емкость для анодирования его необходимо процедить.
Способы анодирования алюминия
Разработано несколько способов обработки алюминиевых сплавов, но широкое применение нашел химический способ в среде электролита. Для получения раствора используют кислоты:
- серную;
- хромовую;
- щавелевую;
- сульфосалициловую.
Для придания дополнительных свойств в раствор добавляют соли или органические кислоты. В домашних условиях в основном используют серную кислоту, но при обработке деталей сложной конфигурации предпочтительнее использовать хромовую кислоту.
Процесс происходит при температурах от 0°С до 50°С. При низких температурах на поверхности алюминия образуется твердое покрытие. При повышении температуры процесс протекает значительно быстрее, но покрытие обладает высокой мягкостью и пористостью.
Технология твердого анодирования алюминия
Кроме химического метода в некоторых случаях используются следующие методы анодирования алюминия:
- микродуговое;
- цветное:
- адсорбцией;
- опусканием в электролит;
- опусканием в красящий раствор;
- гальваникой;
- интерферентное;
- интегральное.
Теплое анодирование
Способ теплого анодирования используется для получения основы под покраску. Покрытие пористое, но за счет этого обладает высокой адгезией. Нанесенная сверху эпоксидная краска надежно защитит алюминий от внешних воздействий.
Недостатком считается низкая механическая прочность и коррозионная стойкость покрытия. Оно разрушается при контакте с морской водой и активными металлами. Данный способ можно произвести в домашних условиях.
Процесс протекает при комнатной температуре или выше (не более 50°С). После обезжиривания заготовки устанавливаются на подвесе, который удерживает их в растворе электролита.
Анодирование продолжается до тех пор, пока на поверхности не появится покрытие молочного цвета. После снятия напряжения заготовки промываются в холодной воде. Затем детали подлежат окрашиванию. Красят их путем помещения в емкость с горячим красителем. После чего полученный результат закрепляют на протяжении 1 часа.
Как воронить хлористым железом? С чего начать?
Если обработке подлежат алюминиевые изделия небольших размеров, то можно ограничиться 15-20 граммами этого вещества. Чернение алюминия в домашних условиях посредством хлористого железа состоит из нескольких этапов. Прежде всего следует все подготовить к работе. Сначала хлористое железо разводится водой
Важно, чтобы смесь было удобно намазывать. Чтобы она была густой и не растекалась, воды нужно брать небольшое количество
Далее раствору необходимо дать время настояться. За это время можно подготовить к воронению непосредственно само изделие: с его поверхности счищают грязь и пыль, а далее обезжиривают. Судя по отзывам, его достаточно помыть под краном с мылом.
Анодирование до изменения цвета
Весь процесс анодирования в домашних условиях можно подразделить на несколько этапов. Но прежде хотелось бы остановиться на процессе промышленного холодного анодирования, который протекает с использованием раствора серной кислоты. В результате данного процесса происходит активное газовыделение, причем летучие газы обладают взрывоопасностью. Именно поэтому не рекомендуют в домашних условиях проводить подобный процесс.
Технология домашнего анодирования более безопасная. Поговорим об основных ее этапах подробнее.
-
Готовим необходимые растворы Для твердого анодирования готовится два вида раствора в разных емкостях: один солевой, второй – содовый, основой для которых служит питьевая дистиллированная вода средней температуры (40-50 градусов). Содового раствора нужно будет в девять раз больше, чем солевого, а потому емкость под него выбирается соответствующая.
В теплую воду при постоянном помешивании добавляется соль (в другую сода). Готовятся насыщенные растворы, т.е. соль и сода добавляются до тех пор, пока не начнет выпадать осадок. После этого растворы необходимо процедить несколько раз. Помните, что от качества растворов (их прозрачности и чистоты) зависит качество анодирования.Перед самим процессом твердого анодирования растворы смешиваются в соотношении 1 часть солевого и 9 частей содового. - Готовим к анодированию заготовку.
Ну здесь все просто. Необходимо заготовку тщательно отшлифовать и обезжирить. -
Анодируем.
Итак, приступаем к анодированию. Детали необходимо разместить в ванночке так, чтобы они были полностью погружены в раствор, а также не касались дна или стенок ванночки.Затем подается электрический ток: на ванночку «минус», на заготовку «плюс». Под воздействием напряжения в ванночке заготовки находятся до тех пор, пока не изменят свой цвет. Затем ток отключается, заготовки вынимаются и тщательно промываются в проточной воде. После деталь помещают в раствор марганца, где происходит окончательное удаление следов соляно-содового раствора с поверхности детали. Затем снова промываем.Вы не видите пятен и разводов на заготовке? Значит все прошло успешно. - Закрепляем поверхностный слой. В результате анодирования образовалась пленка с большим количеством пор, которые нужно закрыть. Осуществляется это путем обычного кипячения в дист.воде в течение получаса.
-
Лакируем или окрашиваем. Для этого анодированную заготовку помещаем в емкость с лаком или краской анилиновой (10%). Все, деталь готова.
Как видите, процесс анодирования в домашних условиях несложен и доступен каждому.
Прочность, эластичность и твердость анодных пленок
Наибольшее влияние на свойства анодного покрытия оказывает режим работы ванн анодирования (режим процесса). Рассмотрим, как изменяются свойства покрытий в зависимости от основных характеристик процесса:
- Повышение температуры раствора и кислотности электролита (быстрое увеличение скорости растворения металла в процессе) – увеличение мягкости, эластичности и поглощающей способности покрытия, снижение защитной способности.
- Повышение плотности тока (уменьшение скорости растворения металла при перемешивании раствора) – механические свойства покрытия зависят от температурного режима и степени перемешивания, защитная способность покрытий увеличивается.
- Увеличение продолжительности процесса (увеличение скорости растворения металла в процессе) – незначительное увеличение мягкости, эластичности и поглощающей способности, повышение защитных свойств.
- Использование переменного тока (скорость растворения металла не меняется) — увеличение мягкости, эластичности и поглощающей способности, снижение защитных свойств анодного покрытия.
Прочность анодированного алюминия
Прочность и пластичность анодных пленок не отличается от характеристик основного металла, что нельзя сказать об усталостной прочности – при получении твердого анодного покрытия сопротивление усталости может быть снижено до 50%. Для нивелирования данного эффекта изделия обрабатывают в 5%-ном кипящем растворе бихромата калия в течение 10-15 минут, при этом основные характеристики анодной пленки не изменяются.
Эластичность и твердость
Как показано выше, твердость и эластичность анодного покрытия в значительной степени зависит от режима работы ванны анодирования. Характеристики эластичности и твердости не измеряются непосредственно, покрытие считаются гибкими (при условии, если поверхность изделия не имела дефектов в виде волосяных трещин), однако изделия нельзя непрерывно деформировать без повреждения пленки. При использовании переменного тока анодные пленки получаются более эластичными, соответственно снижается прочность покрытий. Использование хромовой кислоты также увеличивает степень эластичности пленки. В числовом выражении эластичность можно выразить в степени максимального удлинения металла до образования волосяных трещин (микротрещин), даже при использовании наиболее благоприятного режима процесса и хромового электролита данная величина составит не более 0,3%. На острых углах возможно растрескивание пленки, что оказывает существенное влияние на защитные свойства пленки, в частности на коррозионную защиту. Твердость по шкале Маха анодной пленки составляет 7-9, что значительно ниже, покрытия хромом, полученного гальваническим методом.
Преимущества применения алюминиевого анодированного профиля
Анодированный алюминиевый профиль применяется для изготовления навесных вентилируемых фасадов, монтажных лестниц, поручней. Защитная пленка не только защищает сам металл, но и ваши руки от серой алюминиевой пыли. Женщинам интересно будет узнать, что алюминиевые вязальные спицы тоже анодируют, чтобы не пачкались ручки мастерицы. Но и в строительстве анодированный алюминий получил свое применение.
Анодирование алюминиевого профиля используют при монтаже навесных вентилируемых фасадов в высоко- агрессивных средах. Высоко- агрессивные среды- это приморские районы ( из-за высокого содержания солей в воздухе) или территории вблизи заводов. Города миллионники редко имеют высоко- агрессивную среду, чаще средне- агрессивную. Присвоение класса агрессивности происходит на уровне специальных служб сан-эпидемического надзора по согласованию с администрацией города – нужно искать в их постановлениях.
Еще одно важное преимущество – окраска анодированной поверхности. Наверное, это основной плюс описанного процесса
Появилась возможность декоративной обработки изготовленных алюминиевых изделий, что сразу принесло к большому распространению его применения.
Высокая износостойкость анодной пленки способствовала увеличению содержания анодированных алюминиевых деталей в общем объеме судостроительных и авиастроительных предприятий.
Фасады многих Олимпийских объектов в Сочи выполнены с помощью технологии Навесной Вентилируемый Фасад на алюминиевых анодированных системах.
Процесс анодирования
Технология анодирования различных видов металлов является несложной. Главное только иметь под рукой все необходимое для ее осуществления.
Она осуществляется в несколько этапов:
Подготовка металлов к образованию оксидной пленки.
На данном этапе проводятся подготовительные работы для анодирования. Они заключаются в том, чтобы тщательным образом очистить и отмыть поверхность металла. Сначала удаляются все загрязнения и налеты. Затем при помощи воды или специальных растворов проводится промывка материала. После этой процедуры его необходимо высушить.
Подготовка раствора
На данном этапе осуществляется подготовка раствора с кислой или любой другой средой и подключают к положительному плюсу источника тока.
Покрытие поверхности металлов или их сплавов оксидной пленкой.
На данном этапе осуществляется погружения металла или изделии я из него в приготовленный раствор.
Теплое анодирование
Способ теплого анодирования используется для получения основы под покраску. Покрытие пористое, но за счет этого обладает высокой адгезией. Нанесенная сверху эпоксидная краска надежно защитит алюминий от внешних воздействий.
Недостатком считается низкая механическая прочность и коррозионная стойкость покрытия. Оно разрушается при контакте с морской водой и активными металлами. Данный способ можно произвести в домашних условиях.
Процесс протекает при комнатной температуре или выше (не более 50°С). После обезжиривания заготовки устанавливаются на подвесе, который удерживает их в растворе электролита.
Анодирование продолжается до тех пор, пока на поверхности не появится покрытие молочного цвета. После снятия напряжения заготовки промываются в холодной воде. Затем детали подлежат окрашиванию. Красят их путем помещения в емкость с горячим красителем. После чего полученный результат закрепляют на протяжении 1 часа.
Методы цветного анодировния алюминия
Теории образования пленок оксида алюминия при анодировании.
Существуют две теории образования и роста анодно-оксидных покрытий: структурно-геометрическая и коллоидно-электрохимическая.
3.1 Структурно-геометрическая теория (ячейки Келлера).
С позиции этой теории при наложении на алюминиевый электрод анодного напряжения (т.е подключение его к «плюсу») сначала формируется компактная оксидная пленка (барьерный слой толщиной 1-1,1 нм/В), имеющая гексоганальную ячеистую структуру, причем растущее покрытие будет повторять ее.
Наружная часть ячеек в агрессивных электролитах, растворяющих оксид, начинает разрушаться в дефектных местах и превращаться в пористое покрытие. Разрушение барьерного слоя, приводящее к образованию поры, протекает, по мнению одних исследователей, в центре ячейки, по мнению других – в местах стыка ячеек.
Таким образом, под влиянием локальных воздействий ионов электролита в барьерном слое зарождаются поры, число которых обратно пропорционально напряжению. Диаметр пор и их число зависят от природы электролита и режима процесса. В поре толщина барьерного слоя уменьшается, и, как следствие, увеличивается напряженность электрического поля, при этом возрастает плотность ионного тока вместе со скоростью оксидирования. Но, поскольку растет и температура в поровом канале, способствующая вытравливанию поры, наступает динамическое равновесие, и толщина барьерного слоя остается практически неизменной. Размер ячеек увеличивается с ростом формирующего напряжения. Пример ячейки Келлера приведен на рисунке 9. Форма поры у разных авторов разнится — от круглой до «звездочки».
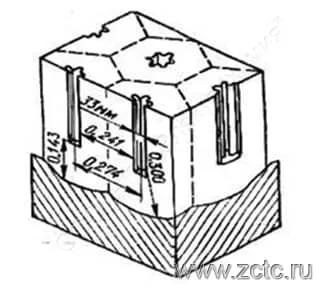
Рисунок 9 — Ячейка Келлера.
Рост анодно-оксидного слоя происходит на дне образовавшихся пор за счет превращения все более глубоких слоев металла в оксид. В дальнейшем под действием электролита оксид, образующий стенки ячеек, гидратируется. При этом происходит адсорбция воды, анионов электролита и продуктов анодной реакции.
3.2 Коллоидно-электрохимическая теория Богоявленского.
Наличие в составе оксидного слоя анионов электролита заставило ученых связать рост и особенности его строения с коллоидной структурой.
С позиции теории Богоявленского (рисунок 10) образование анодно-оксидных пленок начинается с возникновения мононов — мельчайших частиц оксида с адсорбированными анионами электролита. Зарождение мононов происходит в результате встречи потоков ионов. Мононы — зародыши будущих мицелл.
С увеличением числа мононов они превращаются в полиионы — волокнистые палочкообразные мицеллы коллоидной степени дисперсности, которые образуют скелет ориентированного геля оксида алюминия. В него внедряются анионы электролита, теряя частично при этом свою гидратную оболочку.
Адсорбция анионов и воды, осуществляемая по межмицеллярным порам, обуславливает отрицательный заряд монон и мицелл, заставляя их плотно прижиматься к аноду и сращиваться с металлом, препятствуя слиянию мицелл в беспористый слой. Поры при таком рассмотрении представляют собой естественное межмицеллярное пространство.
Наряду с процессами образования мицеллярных слоев с участием анионов протекают сопряженные процессы растворения образующегося оксида.
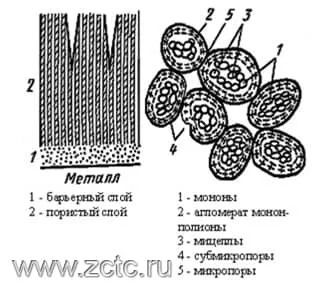
Рисунок 10 — Иллюстрация теории Богоявленского.
Интересно отметить, что размеры ячеек Келлера близки размерам мицелл геля Al(OH)3. Толкование механизма роста анодной пленки с позиций коллоидной химии позволяет объяснить внедрение в ее структуру анионов и катионов электролита и отдельных составляющих оксидируемого сплава. При этом сопряжение процессов образования оксида и его растворения в электролите также учитывается коллоидной теорией.
3.3 Современные исследования структуры покрытия.
Теперь следует заметить, что структура анодированного алюминия, на самом деле, может быть весьма далека от идеальной, описанной в теории. В частности теория говорит о правильных гексагональных ячейках, в центре которых находится одна пора. На самом деле, получить такую структуру можно только специальными методами, например, многостадийным анодированием в определенных режима. Примеры таких «правильных» покрытий приведены на рисунке 11. Более глубокое описание наноструктурированного аноднооксидного покрытия выходит за рамки этой статьи.
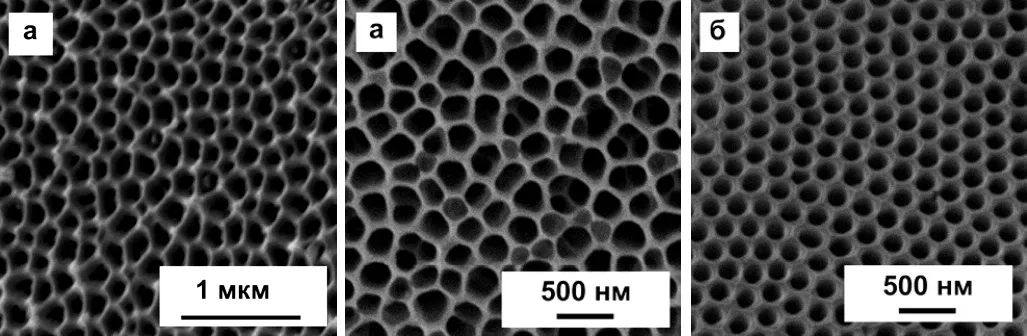
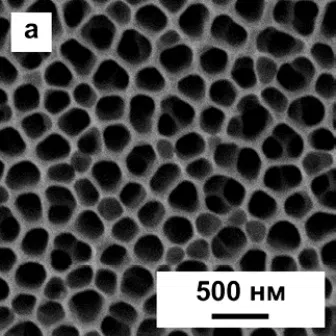
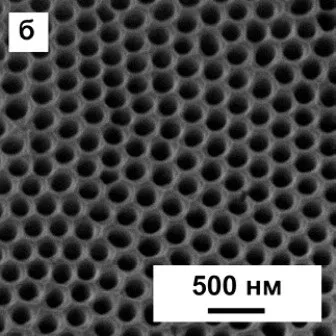
Рисунок 11 — Примеры идеальных и близких к идеалу ячеек пористого слоя в аноднооксидном покрытии на алюминии.
Чаще же можно наблюдать более «грязные» варианты. Примеры их были показаны в начале статьи.
Кроме этого, теории не предполагают возможности ветвления пор, что наблюдается в действительности.
Методы
Наиболее распространенными методами цветного анодирования являются:
- Электролитическое;
- Адсорбционное;
- Интегральное;
- Интерференционное.
Процедура цветного электролитического анодирования заключается в погружении изделия в кислотный раствор с одной либо несколькими солями металлов. В результате металлы осаждаются в порах алюминия. Состав электролита определяет цвет готового изделия. Интенсивность цвета зависит не от толщины анодного слоя, а от количества металла, осевшего в порах. По своим свойствам это цветное анодирование идентично обычному анодному покрытию. Данный способ используется для фасадных панелей и алюминиевых профилей.
Метод адсорбционного окрашивания применяется с различными красителями. Алюминий с анодным покрытием погружают в водный или спиртовой раствор красителя. От количества краски зависит интенсивность окрашивания. После поглощения красителя выполняют уплотнение.
Цветное интегральное окрашивание осуществляется в процессе анодирования. В зависимости от толщины оксидного слоя изделие может приобрести оттенок от светлой бронзы до глубокого черного. Это дорогостоящий метод, поскольку для анодирования применяются сложные кислоты. Неудивительно, почему электролитическое окрашивание заметно потеснило данный тип обработки изделий, используемых в строительстве.
Разновидностью электролитического окрашивания является интерференционное цветное анодирование. Применяя метод оптической интерференции, можно получить широкую гамму цветовых решений. Для увеличения интенсивности цвета после выполнения анодирования алюминия и до электролитического окрашивания проводят обработку покрытия по расширению пор. В данном случае осаждается больше металла, чем при стандартной интерференционной обработке.
Для консультации с квалифицированными специалистами относительно возможности анодирования алюминия в определенный цвет позвоните по нашим телефонам в Москве. Мы располагаем современным оборудованием для выполнения заказов разной сложности и в любом количестве.
Зачем анодировать алюминиевые поверхности
Этот металлический сплав при естественных условиях взаимодействует с кислородом, в результате на поверхности создается защитное покрытие. Слой, обеспечивающий защиту, предотвращает окисление алюминия. Но эти натуральные оксиды являются крайне тонкими и с легкостью могут повреждаться. Решить эту проблему позволяет анодирование. Такая процедура, по сути, улучшает стойкость металлического сплава к неблагоприятным воздействиям извне, придавая изделию более привлекательный вид.
После анодирования алюминий не боится коррозии. Пленка, создаваемая при этом на поверхности, характеризуется высочайшей устойчивостью к изнашиванию. Кроме того, покрытие не будет отслаиваться со временем.
Стоит отметить, что это не нанесение защитного слоя как такового, как в случае покрытия поверхности стали цинком или хромом. Пленка из оксидов при анодировании формируется из самого металлического сплава. Интересно то, что анодирование актуально не только для алюминия, но и для иных материалов (магний, титан).
Иногда анодирование используется для улучшения декоративных свойств металлического сплава и придания ему конкретного оттенка. Среди расцветок сегодня особой популярностью пользуется темный и светлый золотистый, матовое серебро, жемчужные тона.
В промышленности анодирование осуществляется с применением двадцатипроцентного раствора серной кислоты. Но самостоятельное анодирование (в домашних условиях) с использование кислоты крайне опасно и не очень удобно.
Есть и иной вариант, который подразумевает применение составом из хлористого и углекислого натрия. Это обыкновенная соль и сода, которые можно отыскать в любом доме.








